木材を削る・磨くというアナログな作業を、電動工具は劇的に効率化してくれる。電動カンナは手カンナの数十倍の速度で材を削り、電動サンダーは人力ではできない均一な研磨面を短時間で実現する。大工・家具職人・DIYリフォーマーがこれらの工具に頼るのは、それだけの価値があるからだ。
 メナ
メナ電動カンナとサンダーは「荒削りから仕上げまで」の連携が命。工程に合わせて工具を使い分けることで、手作業では出せない仕上がりが実現できます。
今回は2026年版として、電動カンナ4選(マキタ・HiKOKI各2機種)+電動サンダー4選+専用アクセサリー2選の合計10アイテムを大工目線で解説する。用途別の選び方から実践的な使い方のポイントまで、木材仕上げの全工程をカバーする完全ガイドだ。
電動カンナの種類と選び方
電動カンナは木材の表面を削って平滑化・面取りを行う工具だ。選び方のポイントは主に3つ。
【コード式 vs 充電式】— コード式は電力が常にフルで安定供給される。充電式はコードなしで機動力が高いが、バッテリー切れリスクがある。電源が引ける現場ではコード式、電源のない現場・高所作業では充電式が向いている。
【カンナ幅】— 82mmが主流で、一般的な木材加工(2×4・野地板・胴縁等)で最も使いやすい幅。幅が広いほど一回の削り面積が増えるが、工具も大型化する。まず82mmで始めて、必要に応じて幅広モデルを検討するのが一般的だ。
【集じん機能】— 削りくずの回収機能があると、後片付けが楽になり滑り防止にもなる。集じん袋付きが標準だが、集じん機接続できるモデルはさらに快適。粉塵対策が厳しい現場では集じん機接続がほぼ必須になっている。
電動カンナ・サンダー おすすめ8選
マキタ 充電式カンナ KP180DZ(18V 本体のみ)
メナマキタKP180DZは18Vプラットフォームのコードレスカンナ。バッテリーを他のマキタ工具と共用できるので、大工現場での機動力が格段に上がります。
マキタの充電式カンナKP180DZは18Vバッテリー対応のコードレス電動カンナで、コードのない自由な機動力が大きな強みだ。建築現場で延長コードを引き回す手間がなく、作業の流れを止めずにカンナがけができる。

カンナ刃幅は82mm。一般的な木材(2×4材・野地板・鴨居等)の削り作業で過不足ない幅で、大工の主力工具として幅広く対応できるサイズだ。一回の切削深さは0〜2mmの範囲で調整でき、仕上げの薄削りから荒削りまで一台でカバーできる。
切削速度は無負荷回転数16,000min⁻¹。コード式の同クラス機と比較して遜色のないパワーで、乾燥材・集成材を問わず安定した切削が可能だ。ブラシレスモーター搭載により、モーター寿命が長く、現場で消耗品の交換頻度が下がる点も職人評価が高い。

集じん袋が標準付属しており、削りくずを袋に回収しながら作業できる。現場での後片付けが楽になり、削りくずが床に散乱して滑るリスクが減る。集じん機へのポート接続も可能で、専用機を持っている大工はホースをつないで快適に使えるようになっている。
KP180DZは本体のみ(バッテリー・充電器別売り)の構成。マキタ18Vバッテリーを既に持っているユーザーは追加コスト不要で使い始められる。コンパクトな設計で本体重量は約2.9kg(バッテリー別)、長時間の押しつけ削り作業でも腕への負担は比較的少ない。
マキタ 電動カンナ 1900B(コード式 82mm)
メナマキタ1900Bは電動カンナの定番中の定番。コード式なのでパワー落ちなし、現場での安心感は抜群です。30年前から変わらないロングセラー。
マキタ1900Bは電動カンナの世界で長年のロングセラーを誇るコード式モデルで、大工・建具職人・内装職人の間で定番工具として根付いている。派手な進化はないが、安定したパワーと耐久性で現場の信頼を積み重ねてきた一台だ。

消費電力580W、無負荷回転数17,000min⁻¹。コード式なのでバッテリー切れの心配がなく、一日中使い続けても出力が落ちない。大量の材料を連続で削る作業(例:合板の面取り・野地板の調整)では、コード式の安定供給が充電式を上回る場面もある。
カンナ刃幅は82mm、切削深さは0〜2mmの調整。替刃はマキタのA-20673(標準刃)・A-20677(替刃2枚組)が対応。刃の交換は六角レンチ一本で作業でき、現場でもスムーズに交換できる。刃の切れ味が仕上がりに直結するため、定期的な交換が品質維持の基本だ。
重量は本体のみ約2.9kg。コード式なので電源コードの重さがプラスになるが、保持感は安定しており、コンパクトな本体設計で狭所や胴縁の調整にも取り回しやすい。前部のシューを前後させることで、材の端から端まで平行な削り面が出しやすい設計になっている。
コード式の最大のデメリットは作業場所の制限。電源のない現場・屋外での高所作業では延長コードが必要になり、作業動線が乱れる。ベースとなる現場拠点があり、コードを引けるなら今でも有力な選択肢の一つだ。

HiKOKI 充電式カンナ C3605DA(36V MultiVolt 本体のみ)
メナHiKOKIのC3605DAは36V MultiVoltのフラッグシップカンナ。コード式と遜色ないパワーでコードレス作業ができ、プロの現場でも安心して使えます。
HiKOKI(工機ホールディングス)のC3605DAはMultiVoltバッテリー(36V)対応の充電式カンナで、HiKOKIのコードレス工具フラッグシップラインに位置する。36Vの大出力により、コード式に近い連続切削パワーを実現している。

MultiVoltバッテリーの特長は「1個で36Vと18Vの両対応」であること。C3605DAに装着すれば36Vとして動作し、HiKOKI 18V機器に装着すれば18Vとして動作する。異なる電圧帯の工具間でバッテリーを共用できるため、現場での電池管理がシンプルになる。
カンナ刃幅は82mm、切削深さ0〜2.5mm(※機種による)。無負荷回転数は約18,000min⁻¹で、コード式のHiKOKI P20STNと同等クラスの回転数。硬めの杉材・スギ・ヒノキの精削りでも、刃が食い込みすぎることなくスムーズな削り面が得られる。

ブラシレスモーター搭載で、負荷変動に対してインバーター制御が自動調整。木目の変化や節のある箇所で回転が落ちても、即座に出力を補正して安定した削り続けられる。充電式カンナで気になる「パワー感の揺らぎ」が少ないのは、このインバーター制御のおかげだ。
HiKOKIブランドは旧日立工機から続くプロ向け工具メーカーで、耐久性への信頼はマキタと同等レベル。サービスセンターのネットワークも全国にあり、修理・メンテナンス対応の安心感がある。HiKOKI現行エコシステムに既に乗っているユーザーには最有力候補だ。

HiKOKI 電動カンナ P20STN(コード式 82mm)
メナHiKOKI P20STNはコード式の信頼モデル。1900Bと比較されることが多く、回転数・パワー面ではP20STNが僅差で上回るとの声があります。
HiKOKI P20STNはコード式電動カンナの現行主力モデルで、マキタ1900Bと並んで大工現場で定番の選択肢となっている。消費電力620W、無負荷回転数17,000min⁻¹は業界標準クラスで、一日中の連続削り作業でも安定した出力を維持する。

カンナ刃幅は82mm。HiKOKI P20STNの削り面の特長は「シュー面の仕上げ精度」で、鉄製シューの研磨精度が高く、削り後の面が均一になりやすいという現場評価がある。建具や敷居の仕上げ削りで、面がきれいに揃うかは職人が工具を選ぶ重要ポイントになっている。
集じん機能は集じん袋付属(集じん機ポート接続も可)で、マキタ1900Bと同等の集じん方式を採用。削りくずの排出方向は後方で、作業方向の視界が確保しやすい。前方排出のモデルに比べて、削り線の確認がしやすいという声もある。
本体重量は約2.9kg。コードを含めた全体の重量感はマキタ1900Bとほぼ同じで、実際の作業感に大きな差はない。グリップ形状はHiKOKIの設計思想で、やや太めのグリップが手のひら全体で保持しやすい設計になっている。
コード式はバッテリーの管理が不要で、常にフルパワーで動作するシンプルさが魅力だ。プロの現場では「電源は引ける・コードの取り回しに慣れている」という職人が多く、コード式が圧倒的に多い。価格もコード式の方が安く、初期導入コストを抑えたい現場にも向いている。
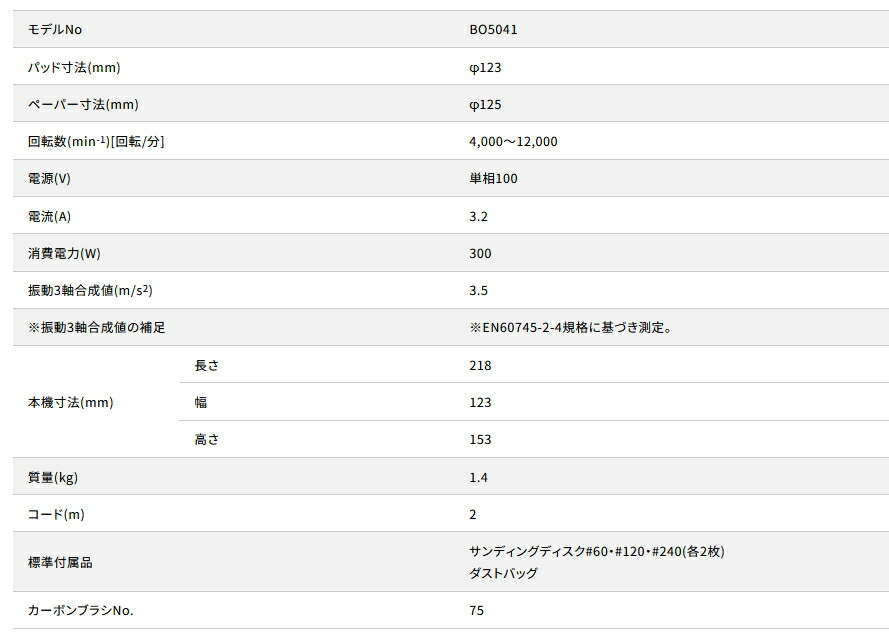
マキタ ランダムオービットサンダー BO5041(125mm)
メナマキタBO5041は木工サンダーの世界標準機。125mmパッドで研磨量と仕上がりのバランスが絶妙。国内外の木工職人に支持されています。
マキタBO5041はランダムオービットサンダー(ランダムアクション型)のロングセラーモデルで、国内はもちろん海外の木工職人・家具職人にも広く使われているベストセラー機だ。パッドサイズ125mmは研磨面積と取り回しのバランスが最もよいサイズで、フラット面の研磨から角の仕上げまで対応できる汎用性がある。

ランダムオービット(偏心回転)方式は、パッドが一定方向に回転しながら楕円軌道も描く複合動作を行う。この動作により、研磨傷が一方向に揃わず分散されるため、木材表面に研磨筋が残りにくい。ペーパーの目数を変えながら粗削り→仕上げ→塗装前処理と段階を経るとき、ランダムオービットが最適な方式だ。
回転数は定速モデルで7,800min⁻¹(偏心回転)。速度の可変機能は基本モデルにはないが、ペーパーの番手を変えることで削り量を調整するのが木工の作法だ。集じんポートにはホースを接続できる集じん機対応設計で、研磨粉の飛散を抑えた作業環境が作れる。

消費電力270W。小さなモーターでも効率よく研磨できるのがランダムオービット方式の特徴で、長時間使用でも本体の発熱が少なく、手首への負担も軽い。女性の木工作家や学生の作業にも選ばれやすいスペックだ。
専用の紙ヤスリ(マジックテープ式・125mm丸型、穴数8H対応)を使用する。マキタ純正品のほか、各メーカーの互換サンドペーパーも豊富で選択肢が広い。番手は#60(粗削り)から#400(仕上げ)まで段階ごとに揃え、用途に合わせて使い分けるのが基本だ。
マキタ 仕上げサンダー BO3711(オービタルサンダー)
メナBO3711は四角いパッドで隅まで研磨できる仕上げサンダー。コーナーや平面の最終研磨に向いていて、普通の紙やすりが使えるコスパの高さも魅力です。
マキタBO3711はオービタルサンダー(仕上げサンダー/パームサンダー)で、四角い93×187mmのパッドが特徴だ。ランダムオービットサンダーのような丸パッドでは届きにくいコーナー部分や細い幅の木材にも、四角いパッドをフラットに当てられる利点がある。

動作方式はオービット(小さな楕円軌道)のみで、ランダム成分はない。そのため研磨パターンは微妙に均一になりやすいが、仕上げ研磨のような軽い研磨には十分な均一性が得られる。粗削りには向かないが、塗装前の最終磨き・ニス塗り前の準備磨きでは最も使いやすいタイプだ。
最大の特徴は「市販の紙ヤスリがそのまま使える」点。93×187mmのパッドは市販の紙ヤスリを半分に切ったサイズで、バンドエイド式のクランプで固定する。専用の丸パッドより安価で入手しやすく、番手のバリエーションも豊富。コスト意識の高い職人やDIYユーザーに支持される理由の一つだ。

消費電力190W、重量約1.1kg。軽量で片手で長時間使える設計で、天井や壁面の研磨作業でも腕が疲れにくい。グリップは上面1箇所で、掌全体で包むように持つ設計。コントロール性が高く、細かい部位の研磨でも精度を保ちやすい。
デメリットはランダムオービットサンダーと比べた研磨能力の低さ。仕上げ専用と割り切った設計のため、粗削りや素材の成形には向かない。BO5041などのランダムオービットで粗から中仕上げを済ませ、最後の磨き工程でBO3711を使うという「二刀流」が木工職人の定番スタイルだ。

HiKOKI オービタルサンダー SV13YG(コード式)
メナHiKOKI SV13YGはコード式仕上げサンダーのスタンダード機。BO3711と並ぶ2強の一角で、仕上がりの均一性ではこちらを推す職人も多いです。
HiKOKI SV13YGはコード式オービタルサンダーで、マキタBO3711と並ぶ仕上げサンダーの定番機だ。消費電力190W、パッドサイズ93×187mmはBO3711と同等仕様で、性能面での比較は「どちらを使い慣れているか」のレベルになっている。

SV13YGの特徴の一つが「3モードの動作切り替え」(機種により異なる)。1ストロークあたりの偏心量を切り替えることで、削り量を粗・中・細の3段階で調整できるモデルがある。一台で多様な仕上げ工程に対応できる柔軟性は、複数の番手を段階的に使う木工家具職人に使い勝手がよい。
HiKOKI製品の強みの一つが「防塵機能の充実」。SV13YGはモーター周辺への研磨粉侵入を防ぐシール構造が施されており、粉塵の多い研磨作業でのモーター寿命が長い。木材の大量研磨作業が続く家具工場や内装リフォーム現場でも、長期間の使用に耐える設計になっている。
集じん袋が標準付属しており、集じん機への接続も対応。研磨粉の回収率は集じん袋で約70〜80%、集じん機接続で90%以上となり、作業後の掃除時間が大幅に減る。特に塗装前の研磨では粉が残ると塗装ムラの原因になるため、集じん機接続での使用が推奨される。
重量は約1.1kg。マキタBO3711とほぼ同じ重量で、長時間の研磨作業での腕の疲れは両機とも差がない。価格面ではBO3711と同等帯で、最終的にはどちらかのブランドのエコシステムに合わせる形で選ぶのが一般的だ。
マキタ ベルトサンダー 9911(76×533mm)
メナベルトサンダーは板材の大面積粗削りに最も得意な工具。9911は76×533mmの標準サイズで、木材を広い面積で一気に平滑化できます。
マキタ9911はベルトサンダーの主力モデルで、無端ベルト(76mm×533mm)を高速回転させて研磨する工具だ。ランダムオービットサンダーと比べて研磨面積と削り量が大幅に大きく、木材の広い面の粗削り・面の均一化・荒れた面の整地に向いている。

消費電力730W、ベルト速度0〜450m/分の可変速式(機種による)。高速設定で粗削り、低速設定で仕上げに近い研磨と、スピードを状況に合わせて使い分けられる。板材の反り・段差修正・節周りの荒れた面の修正など、オービットサンダーでは時間のかかる作業を短時間でこなせる。
ベルトの交換は着脱機構を使って工具なしで行える。ベルトの番手は#40(超粗削り)から#120(仕上げ寄り)まで用意されており、素材と用途に合わせて使い分ける。ベルトの寿命は使い方によって大きく変わり、硬い材や大量研磨では消耗が速いため、複数枚のストックが現場の基本だ。
本体重量は約3.5kg(ベルトサンダーの標準的な重さ)。片手での持続保持は難しく、両手でしっかり保持して材料に押しつけながら動かす操作感だ。一定の速度と圧力で動かすことで均一な研磨面が得られる。動かし方のムラが仕上がりに直結するため、練習が必要な工具の一つでもある。
デメリットは削り跡の方向性。ベルトは一方向に回転するため、研磨傷もベルトの動き方向に揃う。木目に平行に動かすのが基本だが、直角に動かすと深い研磨傷が残る。粗削り後はランダムオービットで傷を消す「2段階研磨」が仕上げ品質を上げるセオリーだ。
電動カンナ・サンダー専用アクセサリーおすすめ2選
電動カンナとサンダーを長期間、高品質に使い続けるには消耗品の管理が欠かせない。カンナ刃とサンドペーパーは仕上がり品質に直結する重要な消耗品だ。
メナ「刃を交換したら仕上がりが変わった」というのはよく聞く話。消耗品の管理こそが職人の品質管理の核心です。
マキタ カンナ刃 A-20673(1900B/KP180D系用 替刃2枚入)
メナカンナ刃は定期的な交換が必須の消耗品。切れ味が落ちると仕上がりが荒れる。純正刃は精度が高く、1回の交換で仕上がりが劇的に改善します。
電動カンナの切削品質は刃の切れ味が全てを決める。摩耗した刃は木材表面を押しつぶすように削るため、仕上がりに毛羽立ちや荒れが生じる。刃の交換タイミングを見極めて定期交換することが、仕上がり品質を維持するプロの基本動作だ。

マキタA-20673は1900B・KP180Dシリーズ対応の純正替刃で、超硬チップではなくハイス鋼(高速度鋼)製の標準刃が2枚入り。純正品の精度は高く、刃の取り付け後の振れが少なく均一な削り面が出しやすい。互換刃も存在するが、精度面で純正に及ばない場合があるため純正を推奨する。
交換頻度の目安は「仕上がりに毛羽立ちや焦げが出てきたとき」。数値化は難しいが、プロの現場では作業量よりも仕上がりの変化を見て判断するのが実践的。削り線が乱れ始めたら交換サインと覚えておくとよい。
刃の交換作業は六角レンチ一本で完了する。刃の固定ボルトを緩めて刃を外し、新刃を入れて均等トルクで締め直す。交換後は端材で試し削りをして、削り面が均一かどうかを確認するのがプロの手順だ。刃の向きが逆だったり、固定が甘いと振動で外れる危険があるため丁寧に固定する。
消耗品コストは1回あたりの刃代が数百〜千円程度。使用頻度が高い現場では月に1〜2回の交換も珍しくない。まとめ買いしてストックしておくことで、刃が切れても現場を止めずに交換できる。
マキタ サンドペーパー A-94985(ランダムサンダー用 125mm 各番手アソート)
メナサンドペーパーは研磨の核心。粗から細まで番手を揃えて段階的に使うのが木工研磨の基本。マキタ純正は安定した番手精度で仕上がりの予測が立てやすいです。
ランダムオービットサンダー(BO5041等)に使用するサンドペーパーは、マジックテープ式(フックアンドループ式)の125mm丸型パッド対応品を使う。穴数は8H(8穴)タイプが集じん効率が高く、研磨面のつまりが少なくなり、より長くペーパーを使えるようになる。

マキタA-94985(型番は一例)はランダムサンダー用の各番手アソートセットで、#80・#120・#180・#240など木工研磨でよく使う番手を一セットで揃えられる。一袋で粗削りから仕上げまでの全工程のペーパーが揃うため、工具を買ったときに一緒に揃えておくと即作業に入れる。
番手の選び方のポイントは「前の番手の倍以下に上げる」こと。#80→#120→#180→#240と段階的に上げることで、前の番手の傷を確実に消しながら仕上げていける。1段飛ばし(#80→#180)をすると前の傷が残りやすく、後から修正が必要になって結果的に時間がかかる。
ペーパーの交換タイミングは「目詰まり・切れ味の落ち」が目安。削り粉がペーパーの目に詰まると研磨効率が落ち、熱が発生して木材が焦げる原因になる。目詰まりしたペーパーはブラシで清掃する方法もあるが、清掃後は新品よりも効率が低いため、交換を優先するのがプロの選択だ。
コスト面では純正品は枚あたり数十〜百数十円程度。ホームセンターの汎用品の方が安いケースもあるが、純正品は番手の精度が安定しており「#120のつもりが実際は#100相当」という粗悪品リスクが低い。仕上がりの予測がつく品質の安定性を選ぶか、コストを優先するかは現場の方針による。
木材仕上げ工程別 工具の使い分け方
木材の仕上げには「粗削り→中仕上げ→仕上げ→塗装前処理」の段階がある。各工程に適した工具を使うことで、効率よく美しい仕上がりが得られる。
【粗削り・整形】— 電動カンナ(1900B/P20STN/KP180DZ/C3605DA)が主役。反りの矯正・厚さ調整・面の荒れた修正に使う。切削深さ1.0〜1.5mm程度で、大量に削り取る工程。
【粗研磨・段差修正】— ベルトサンダー(9911等)またはランダムオービットサンダー(BO5041)の#60〜#80番手。電動カンナで残った跡や接合部の段差を消す工程。
【中仕上げ研磨】— ランダムオービットサンダー#120〜#180番手。前工程の研磨傷を消しながら面を整える。塗装前に必ずこの工程を入れることで、塗料ののりが均一になる。
【最終仕上げ研磨】— オービタルサンダー(BO3711/SV13YG)#240〜#400番手。塗装・着色前の最終磨き。この工程を丁寧にするほど完成品の見栄えが上がる。
電動カンナ・サンダー 現場の実践ポイント
工具が揃ったら、現場で役立つ使い方のコツを押さえておこう。道具の性能を最大限に引き出すのは、技術と知識の組み合わせだ。
メナ「刃が切れなくなった」「ペーパーが詰まった」のサインを見逃さないことが、仕上がり品質を守る第一歩です。
【カンナの研磨方向】木目に沿って(材の繊維方向に)カンナを動かすのが基本。木目に逆らうと刃が食い込みすぎて、割れや引っかかりが発生する。節の部分は特に慎重に、刃を浅くして通過させること。
【サンダーの押しつけ圧】ランダムオービットサンダーは工具の自重だけを当てるのが基本。手で強く押しつけると回転が乱れ、研磨傷が均一にならない。軽く添えるだけで材料に当てて、道具の動きに任せるのがコツ。
【ペーパーの番手管理】番手は#80→#120→#180→#240と順番に上げる。一段飛ばすと前の傷が消えず、後から修正が必要になる。段階を守ることで最終的な仕上げ時間が短くなる。
【集じん機の活用】研磨粉は肺への悪影響があるため、集じん機への接続は必須に近い安全対策だ。また研磨粉が残ったまま塗装すると塗装ムラの原因になる。集じん機接続で一石二鳥の効果が得られる。
まとめ:木材仕上げを電動工具で格上げする
電動カンナとサンダーは、木工・大工・内装工事の「削る・磨く」工程を根本的に変える工具だ。手作業では何時間もかかる作業が電動工具で数分になり、しかも仕上がりは均一で安定する。
選び方の鍵は「コード式か充電式か」「どの工程に使うか」の2点だ。電源を引ける環境ならコード式が最もコスパ高く安定している。コードレスの機動力を重視するなら、マキタ18Vかki36V MultiVoltのエコシステムに揃えていくと長期的なコスト効率がよい。
消耗品(カンナ刃・サンドペーパー)の管理を怠らないこと。切れ味が落ちた刃・目詰まりしたペーパーは仕上がり品質の大敵であり、ケチった消耗品代が後工程の余分な手間として帰ってくる。道具への投資と消耗品の管理を両立させることが、職人として仕上がりへの責任を取ることだ。
あわせて読みたい
【レビュー】マキタインパクトドライバー全シリーズ比較!TD173D/TD172D等を大工目線で解説。