機械保全技能試験の勉強をしていると、どうしても管理図の内容が分からず引っかかってしまうことが多いですよね。
今回の記事では機械保全技能士筆記試験に頻出される管理図の問題について分かりやすく解説します。
この内容を理解しておけば、難所の一つである管理図の問題をすんなり解けるようになります。
品質管理図について
品質管理の図といっても一口にこれといったものがあるわけではなく用途によって使い分けます。
QC手法で使われる特性要因図では原因となる要因を深掘りしていき真因にたどり着くために使われます。
そして、管理図は製造現場におけるワークや製品に関しての異常判定を行う際に使われる図です。
品質のバラつきを測定し、偶然によるものか異常原因が発生したのかを見分けるために用いられます。
管理図には管理限界線という品質異常を示す境界線があります。
異常数がこの管理限界線内に収まっていれば管理状態にあり、設備の能力に問題がないと言えます。
これは正常時の製品等の生産数、異常数を記録することによって、設備の工程能力を測定しておくことが管理図を作成する上で欠かせません。
この管理図の用途の理解が機械保全技能士の筆記試験では求められます。
機械保全技能試験で出てくる管理図
管理図には種類があり、それぞれに測定するデータの特性が異なります。
これから解説するのは機械保全技能士試験に出てくる管理図の一覧です。
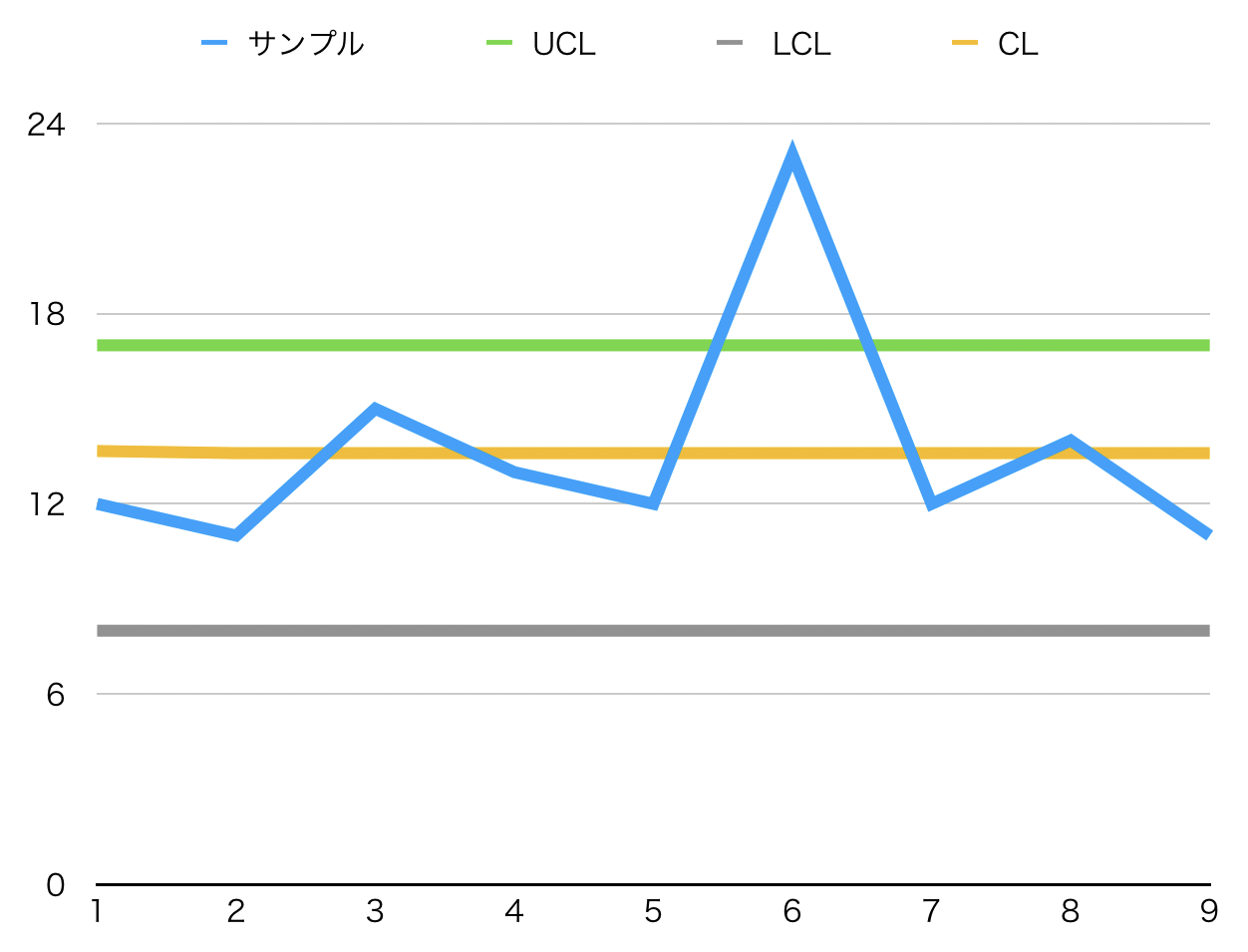
ヒストグラム
ヒストグラムとは?
ヒストグラムでは縦棒のグラフを使いますが、ここで重要なのはデータがどこに所属するかを振りわける工程が必要になります。
そうすることでデータの偏りや、特性を見出すことができるのがヒストグラムになります。
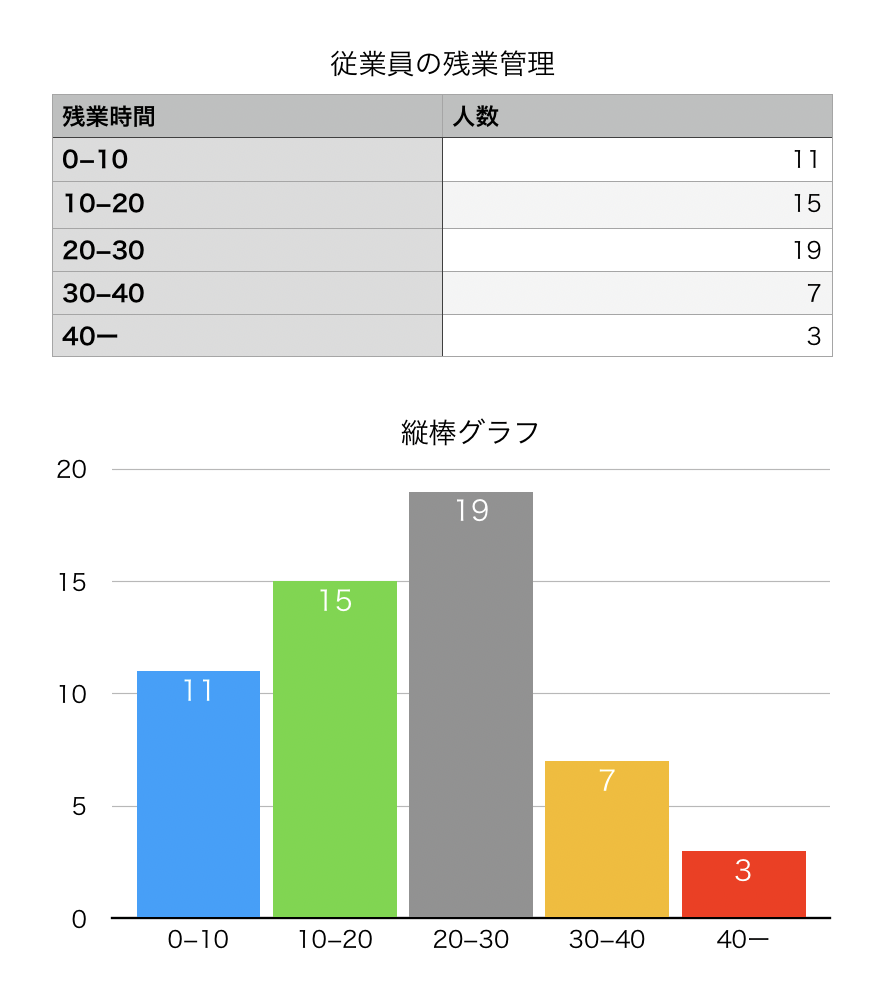
パレート図
パレート図とは?
パレート図はデータを取った項目ごとに数値の大きい順番で並び替えたものに累積比率でどの程度の割合をその項目が占めているかを表記してある図です。
パレート図ではその要素が1番大きな割合を占めているかを視覚的に分かりやすくする目的があります。
特性要因図
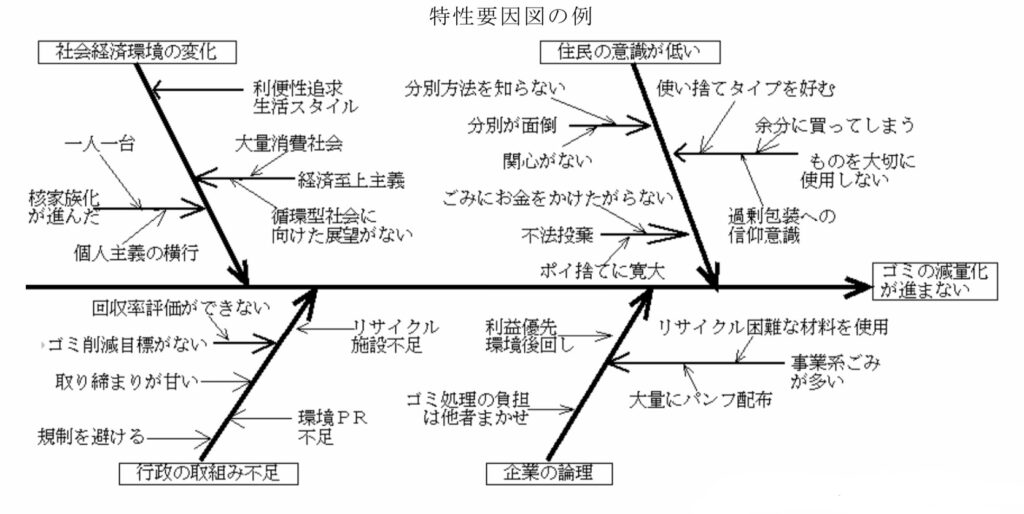
特性要因図はある問題に対し、主要な原因を挙げていき根本的な要因を洗い出します。
主に要因は4M「MAN(人)MACHINE(機械)METHOD(方法)MATERIAL(材料)」分類します。
分類ごとに要因を洗い出すことで偏りのない分析ができます。
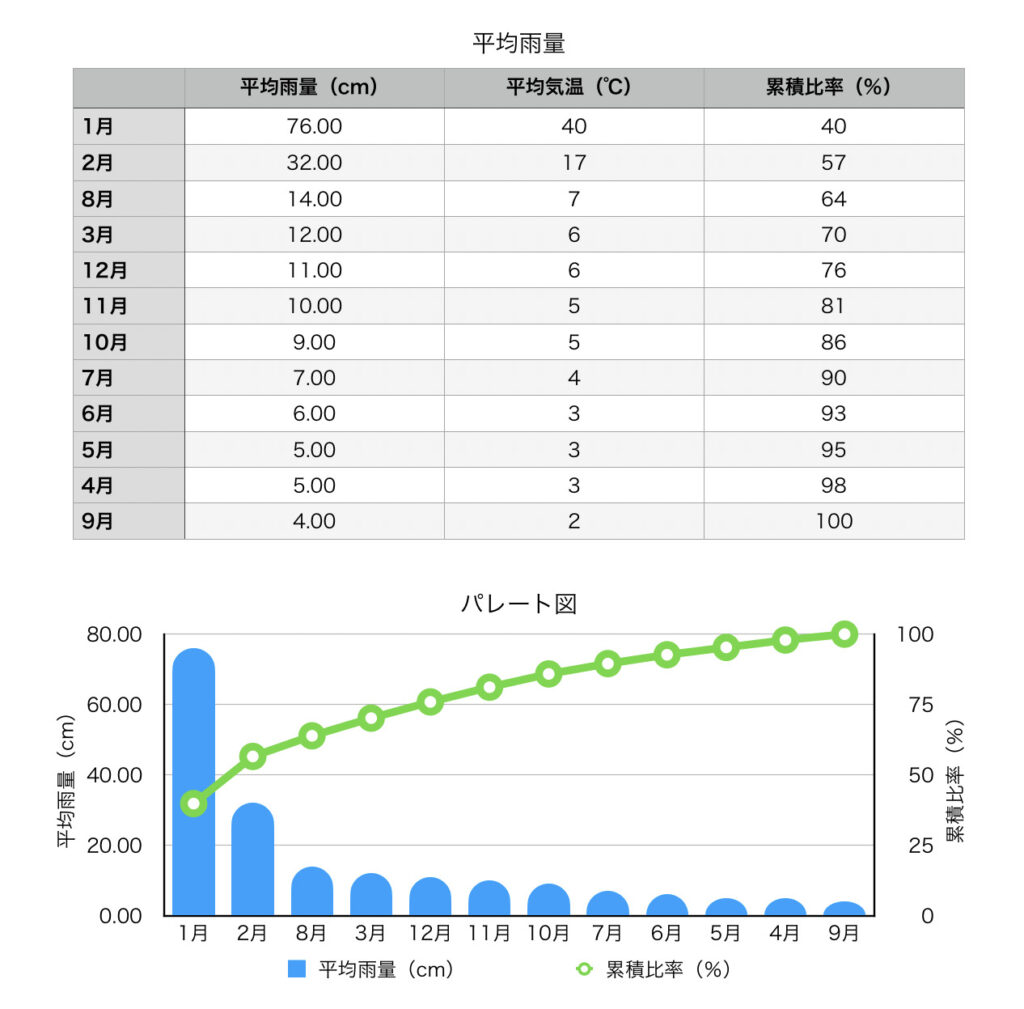
管理図
管理図はデータを取る対象によって使い分けを行います。
そのデータがどの管理図に該当するかを理解しておきましょう。
一般に、管理図には管理限界線があります。
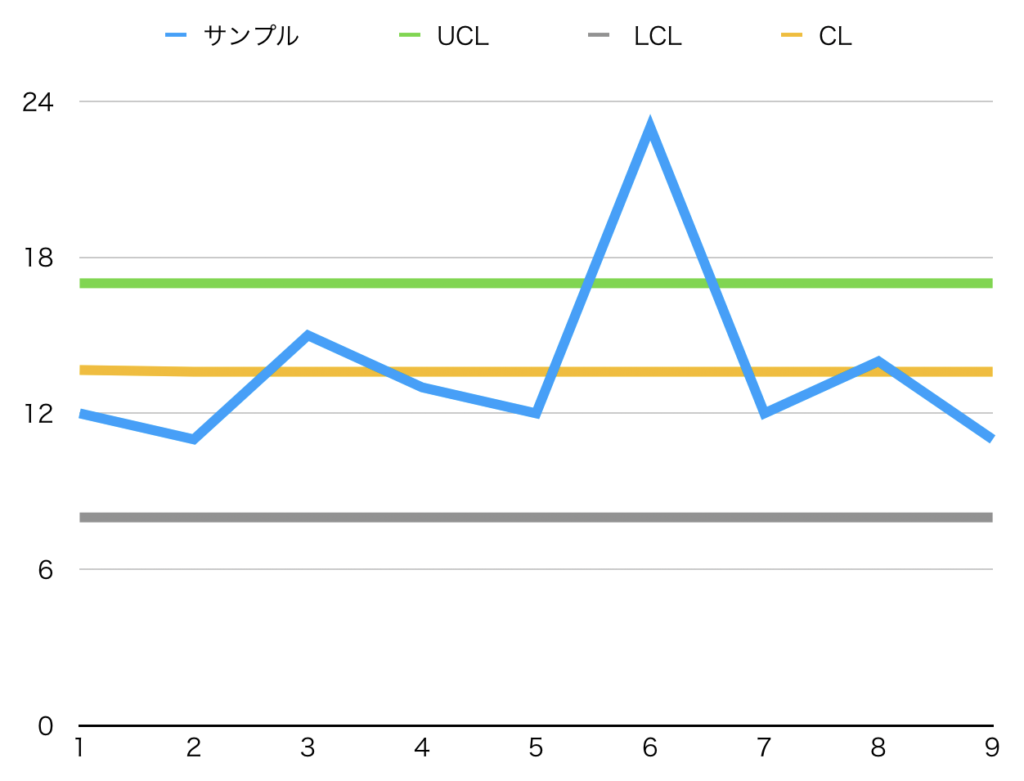
管理限界線には上方管理限界線UCLと下方管理限界線LCLがあり、この間を管理限界といいます。
この基準となる2つの管理限界線と平均値を示す中心線CLを用いることで、客観的判断による対応が可能になります。
この限界線は標準偏差σ(シグマ)を基準に引かれます。標準偏差はデータの散らばり度合いを示し、一般的に中心線から3σの幅を取ります。
3σは0.27%の発生率になります。
プロットしているサンプルの測定値がこの管理限界線を超えた時、工程に異常が発生しているという目安になります。
σは以下の式で求められますが、上記を覚えていれば問題ありません。
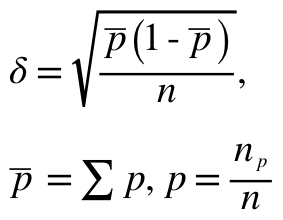
p:不適合率(pのバー付きは平均不適合率となる)
n:検査個数
np:不良個数
上記の式ではp管理図のσを求める式です。このpの部分に他の管理図で使うcやu、xが入りそれぞれの管理図の標準偏差を求めることができます。
各々の管理図を説明していくと膨大な情報量になるため、今回は要点のみに絞った説明になります。
管理図の選定方法は以下のチャート通りです。
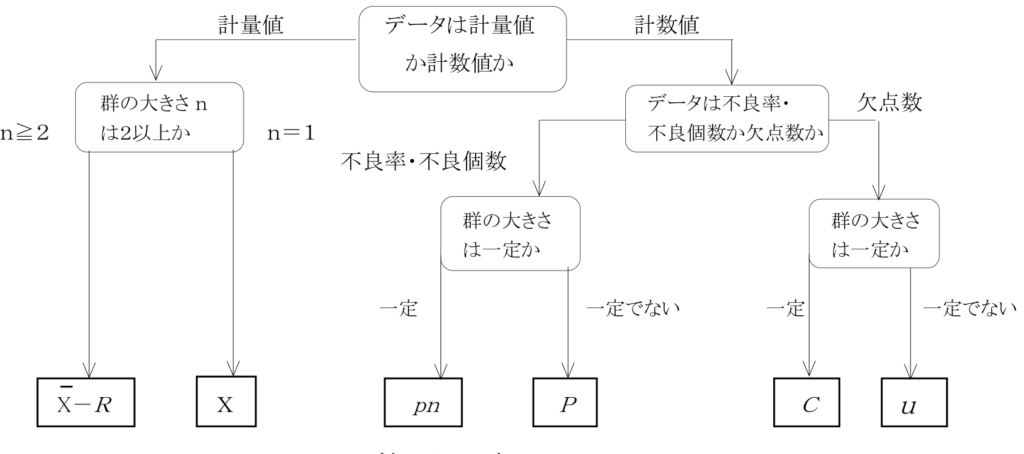
計量値とはサンプルの精度にバラつきや欠点の大きさ測定する時に用いられ、計数値はサンプル自体の不良個数や欠点数を測定するという違いがあります。
X管理図
X管理図は「個々の測定値の管理図」です。
サンプルの大きさや精度のバラつきを測定し、プロットしていった管理図です。
Xバー-R管理図
Xバー-R管理図は「平均値と範囲の管理図」です。
Xバー管理図とR管理図と別々に存在する管理図を合わせたもので、統計手法の中でも1番情報が多く得られる管理図であり、ややこしい管理図でもあります。
Xバー管理図は基本的にX管理図で得られた情報の平均値を取ったものと思えば理解できます。
R管理図は範囲の管理図で、サンプルのばらつきRの変動をプロットします。
サンプルのばらつきの求め方は、例えば検査するサンプル群を日付別で生産されるサンプル群で分けるなどして、サンプル群nを横軸に取ります。
サンプル群nのなかの最小値と最大値の差をバラつきRとします
縦軸はX管理図で得られたサンプル群の測定情報の平均値Xバーをプロットします。
そうすることで同じサンプルの群同士のばらつきの推移を知ることができます。
この二つの管理図を合わせてXバー-R管理図と言います。
pn管理図
pn管理図は、「不適合品数の管理図」です。
シンプルに検査数nと不適合率pから不適合数pnが分かり、不適合数pnをグラフにプロットします。
P管理図
P管理図は、「不良率管理図」といわれます。
不良個数Pnを検査個数nで除した不良率、P=ΣPn/nを管理する場合に用いられます。
C管理図
c管理図は「不良欠点数の管理図」です。
不良が出たサンプルの中の欠点数cをグラフにプロットした図です。
u管理図
u管理図は「単位(面積)当りの不良欠点数の管理図」です。
不良が出たサンプルの中の単位面積当たりの欠点数uをグラフにプロットした図です。
c管理図との違いはサンプルの大きさに左右されないという利点があります。
まとめ
機械保全技能試験ではグラフ自体をプロットするような試験はありませんが、どういった場合に、どのグラフを使うのかを選択する問題が多いので、それぞれのグラフの特性はしっかりと理解しておきましょう。
そして、これらの管理図は統計学の基本となるグラフ作成方法なので、覚えていれば自社内での工程異常を見つける客観的なデータが得られます。
工程ごとの品質管理でも使えるので、覚えてしっかり活用していきましょう。
これを知っている人と知っていない人では、説得力に違いが出てくると思います。
QC活動においても、この管理図をいかに使い分けるかの良い訓練になります。
自社内でのQC活動をしているのであれば、どの場面でどの管理図を使うのが望ましいか一度再考してみるのもいいでしょうね。
あわせて読みたい記事